







































































































 En
En









ED-AIC3000

ED-SBC3300 Series

ED-IPC3100 Series

ED-IPC3600 Series

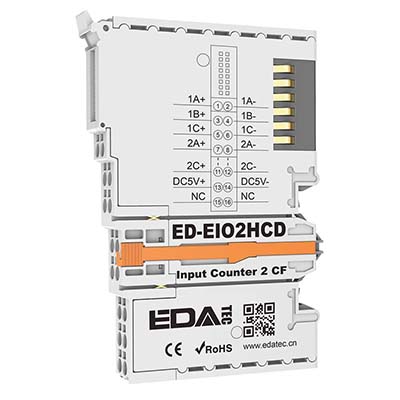
EtherCAT Coupler

ED-PLC2010

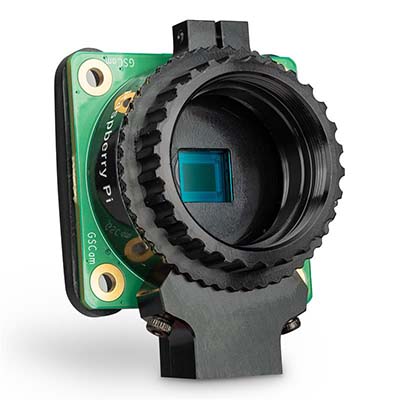
Cameras
ED-AIC3000
- CM5 platform, Quad-core
- 12MP@70FPS
- 12mm Autofocus Liquid Lens
- IP65 Shockproof,0~45℃
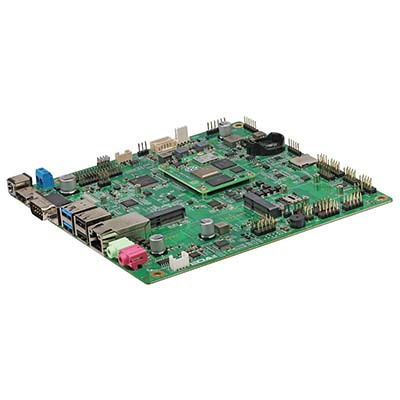
SBC
ED-SBC3300 Series
- Mini-ITX Standard Motherboard
- CM5 platform,Quad-core
- Dual Gigabit Eth,Multiple USB,Multiple RS232&RS485
- 9V-36V input、PoE Support
Industrial Computers
ED-IPC3100 Series
- Rugged, built for industry
- CM5 platform, Quad-core
- 1 x Gigabit, 1 x 100M
- 2x RS232 & 2x RS485
Industrial Computers
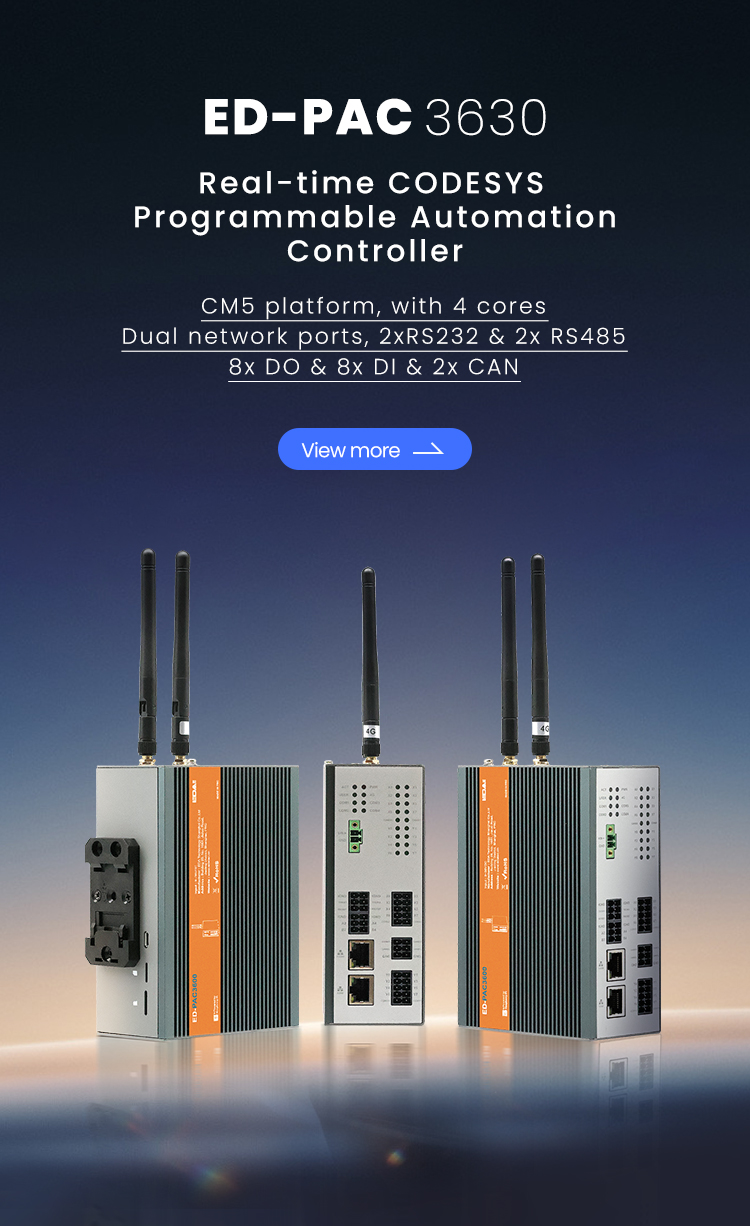
ED-IPC3600 Series
- Rugged, built for industry
- CM5 platform, Quad-core
- 1 x Gigabit, 1 x 100M
- 2x RS232 & 2x RS485
- 8x DO & 8x DI & 2x CAN
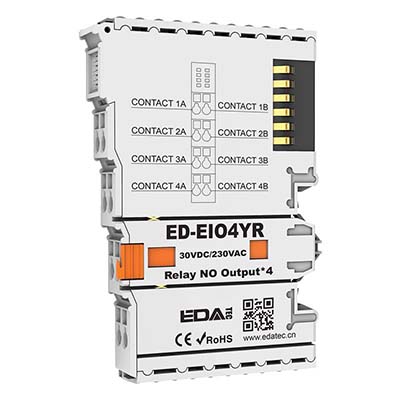
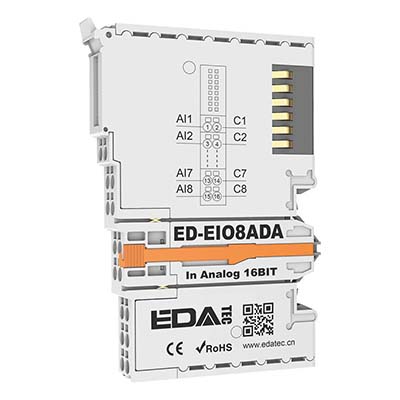
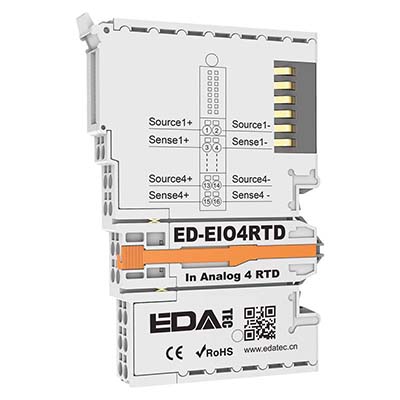
Remote I/O
EtherCAT Coupler
- 32 I/O Module Expansion
- 65534 Couplers Cascading, 100m Inter-station
- Wide Voltage Input (DC24V±20%)
- EtherCAT Master Compatible, no IP/MAC Config
- DIN Rail Mount, IP20, CE/RoHS, -10℃~55℃
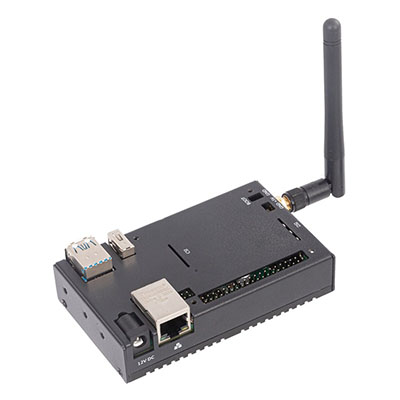
PLC & PAC
ED-PLC2010
- CM4 platform, Quad-core
- Up to 32 IO modules expansion
- Dual Eth, 2x RS232 & 2x RS485
- CODESYS-Ready/EtherCAT







































